オレフィン樹脂の表面を親水化するには?
ポリプロピレンやポリエチレンは「水をはじく」素材として知られています。この記事では、その理由を濡れ性の基礎から解説し、プラズマ処理やコーティングなど5つの親水化手法を整理。さらに医療デバイスの摺動部・流路設計で求められる「湿潤時の摺動性」を実現する材料選択のポイントを、三菱ケミカルの開発材とあわせて紹介します。
目次[非表示]
- 1.オレフィン系樹脂はなぜ水をはじくのか
- 2.親水化の5つのアプローチ
- 2.1.プラズマ・コロナ処理
- 2.2.UV・化学処理
- 2.3.親水コーティング
- 2.4.粗さ制御
- 2.5.材料改質
- 3.医療デバイスへの応用例
- 3.1.三菱ケミカルの開発材:二つのアプローチ
- 3.1.1.手法A: コーティングレス
- 3.1.2.手法B: 高耐久コーティング
- 3.1.3.用途・要件別の選択ガイド
- 4.おわりに
- 5.引用文献
オレフィン系樹脂はなぜ水をはじくのか
ポリプロピレン(PP)やポリエチレン(PE)などのポリオレフィンは、分子鎖に水酸基やカルボキシル基のような「極性官能基」をほとんど持ちません。その結果、表面自由エネルギーが低く、水・インク・コーティング剤といった極性の液体が広がりにくくなります。(引用文献1)
親水性の程度を知るには、一般的に「接触角」で評価します。
水をPPの平坦な表面に垂らすと、水接触角は通常 100° 前後 に達し、これは「水が表面をほぼ濡らせない」状態を意味します。右図はPPや非晶性オレフィン系樹脂に水を滴下した際の横からの写真ですが、水滴が丸く、接触角度が高い様子がわかります。これを何らかの手法で親水化処理を行うと右写真のように水滴の角度が低くなり、「表面が濡れやすい」状態になっていることがわかります。
この接触角度は素材によっても異なり、ガラス表面の接触角が約50°、金属や親水処理後の表面が20〜40° 程度であることと比べると、いかにオレフィンが「水をはじく」かがわかります。(引用文献2)
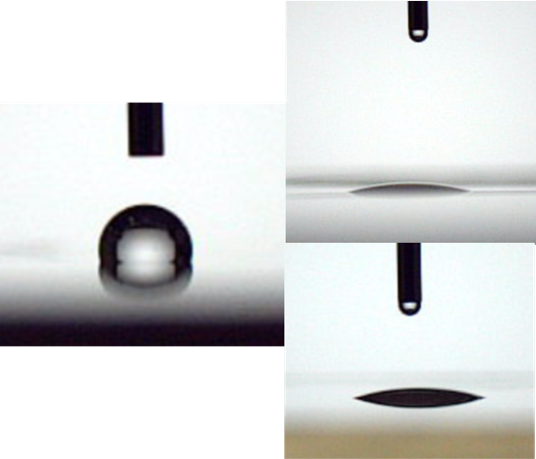
- 左:オレフィン系素材
- 右:Zelas™親水グレード
この疎水性は、水だけの問題ではありません。工業用品・医療デバイス等の現場では、次のような形で顕在化します。
- 水系インクや塗料がオレフィン表面で「弾かれて」印刷ムラやピンホールが出る
- 接着剤やコーティング剤が十分に濡れ拡がらず、乾燥後に界面剥離やピール強度の低下を招く
- 親水コーティング層がオレフィン基材側から界面剥離し、摺動性や防曇性がロット間でばらつく
いずれも「極性の低い表面には液が乗りにくい」という共通課題であり、印刷性・接着性・コーティング信頼性、さらには工程設計・品質保証を鑑みると、親水化(親液化)は無視できない課題になっています。
そのため、オレフィン系樹脂の表面設計では、単に水だけでなく「液体一般」とのなじみやすさを考える必要があります。
親水化の5つのアプローチ
オレフィン系樹脂の親水化には、大きく以下の5つの方法があります。
手法 | 性能発現の原理 | 特徴/Pros. | 主な留意点/Cons. |
|---|---|---|---|
プラズマ・コロナ処理 | 表面酸化、極性官能基(-OH、-COOH等)の導入 | 処理直後の濡れ性改善が大きい | 疎水性回復(エージング)が起こりうる |
UV・化学処理 | 光反応・酸化反応で官能基導入 | 平板・連続処理ラインに向く | 疎水性回復(エージング)が起こりうる 処理むら、薬液管理、基材ダメージに注意 |
親水 コーティング | 親水性ポリマー層を表面に形成 | 超親水性・防曇を発現させやすい | 塗布・乾燥工程の追加、 基材との密着性が課題 |
粗さ制御 | マイクロ・ナノ構造で見かけの濡れ性を変える 樹脂自体の接触角が低くないと撥水に触れる | 機能表面設計の自由度が高い | 単独では安定性設計が難しい 他の親水化手段との組み合わせが必要 |
材料改質 | 樹脂自体に親水性・極性成分を持たせる 添加剤溶出により、親水性を発現させる | 後加工削減、複雑形状・内面にも適用しやすい | 親水性樹脂は吸湿、吸水してしまう 添加剤の場合、単回使用用途に限定される |
プラズマ・コロナ処理
プラズマやコロナによる表面活性化は、ポリオレフィン表面に-OH、-COOH、C=Oなどの酸素含有官能基を導入し、接触角を大きく低下させる方法です。アルゴンプラズマ処理によりLD-PE表面にラジカルを生成し、極性モノマー(アクリル酸等)をグラフト重合させると、接触角を38°まで低下させることが報告されています。(引用文献3)
ただし、処理効果には時間的な限界があります。 いわゆる「疎水性回復(hydrophobic recovery)」と呼ばれる現象で、処理後の表面は時間とともに元の疎水的な性質に近づいていきます。(引用文献3,4)
長期的に安定した親水性が求められる用途では、プラズマ処理単独での対応は難しく、グラフト重合や後コーティングとの組み合わせが必要です。
UV・化学処理
UV照射(特に低圧水銀ランプによる深紫外・真空紫外光)は、酸素分子を解離・励起してオゾンや活性酸素種を生成し、高分子表面を酸化し、その官能基により親水化が起こります。
過去の検討報告では、PP基材に対してUV照射処理を施すと接触角の減少が確認されましたが、PPでの低減幅は比較的小さく、約80°で収束する傾向が見られており、PPはUVや大気圧プラズマに対して他素材(ABS、PC等)ほど顕著に反応しない点が、材料固有の課題として浮かび上がります。(引用文献2)
低密度ポリエチレン(LDPE)や二軸延伸ポリプロピレン(BOPP)を真空紫外線(VUV, 172 nm)で表面改質した例でも、処理直後は接触角が低下して高い親水性を示す一方、保存中に徐々に濡れ性が低下し、元の疎水的な状態に戻っていく疎水性回復が報告されています。(引用文献5)
親水コーティング
親水性ポリマーをコーティングとして付与する方法は、非常に高い親水性(超親水:水接触角10°以下)を実現できますが、基材との密着性が耐久性の決め手になります。以下に課題とされている項目についてあげます。
- 低表面エネルギーのオレフィン基材では、コーティング液が弾かれやすく、均一な成膜が難しい。
- 乾燥・硬化後の界面密着力が低い場合は、摺動・湿潤環境でのデラミネーション(剥離)が生じます。
- 反応型(UV硬化・熱硬化型)コーティングでは、不透明材料や中空・内腔構造に均一な光照射・熱を当てることが物理的に困難な場合があります。
三菱ケミカルでは剥離が起きにいオレフィン樹脂を保有しています。後にその素材と親水コーティングとの併用について解説します。
粗さ制御
表面のマイクロ・ナノ構造を設計することで、見かけの接触角を変える方法です。ただし、粗さ制御だけで安定した親水性を長期間維持するのは難しく、実際には官能基導入や親水コーティングとの組み合わせで使われることもあります。
材料改質
樹脂そのものに親水性・極性成分を持たせる「材料改質」は、後加工なしで成形と同時に親水性を発現させられる点が最大の利点です。複雑形状の内面や細い流路のように、後工程での表面処理が構造的に困難な部品に対しても、成形時点から目標とする濡れ性を持たせることができます。
三菱ケミカルでは親水剤による親水性樹脂を開発中です。後にその素材について解説します。
医療デバイスへの応用例
医療デバイスの現場で、樹脂の親水化が必要になる場面は大きく二つあります。
ひとつは、採血デバイスやマイクロ流路チップ、シリンジ内の細い流路のように、血液や生理食塩水を確実に引き込んでスムーズに流すことが求められる部品。
もうひとつは、カテーテルやガイドワイヤーなど、血液・体液で濡れた状態で繰り返し摺動しながら、低摩擦を維持したい部品です。
前者の「流路・採血」用途では、成形だけで表面に十分な濡れ性を持たせられるコーティングレスの材料改質(手法A:Zelas™親水グレード)が有効です。
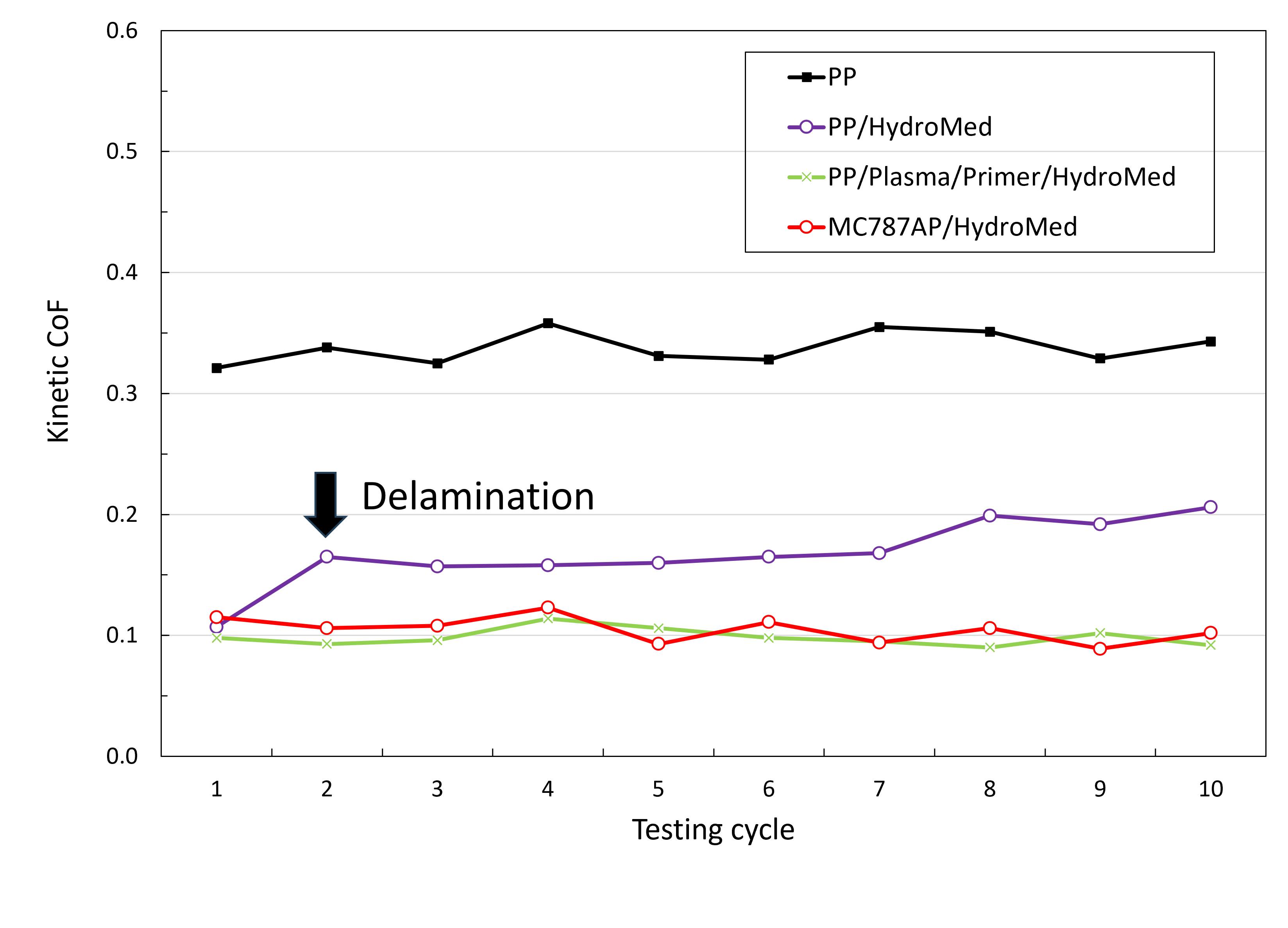
後者の「摺動・耐久」用途では、極性基を導入したPPベース樹脂と親水コーティングを組み合わせて、湿潤下でも高い摺動性と密着性を維持する構成(手法B:MC787AP/MC721AP+HydroMed™)が適しています。
三菱ケミカルの開発材:二つのアプローチ
手法A: コーティングレス
Zelas™ 親水グレード(XHP109 / XHP304)開発品
Zelas™ 親水グレードは、PPや非晶性オレフィン(Zelas™CP)に親水性成分を配合し、成形するだけで表面に親水性を発現させる素材です。
- 後工程のプラズマ処理・コーティングが不要で、複雑形状・内腔を持つ部品にも対応できます。
- 樹脂表面の接触角は15度程度。
- ベース樹脂は非晶性オレフィン(XHP304)もしくはPP系エラストマー(XHP109)の2種を展開
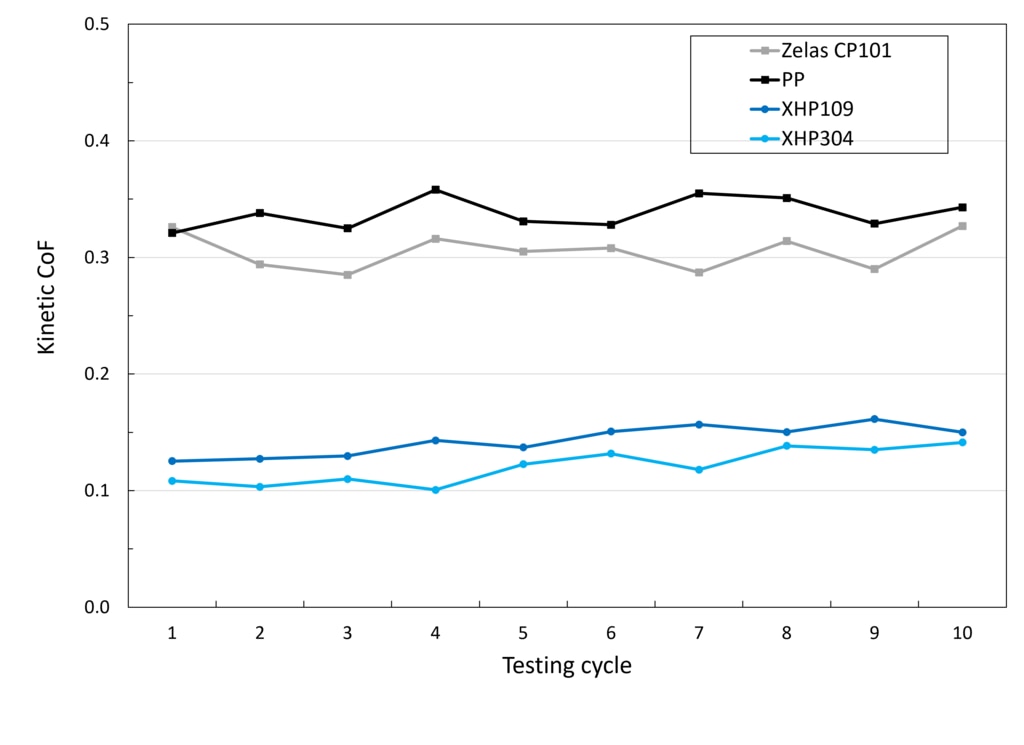
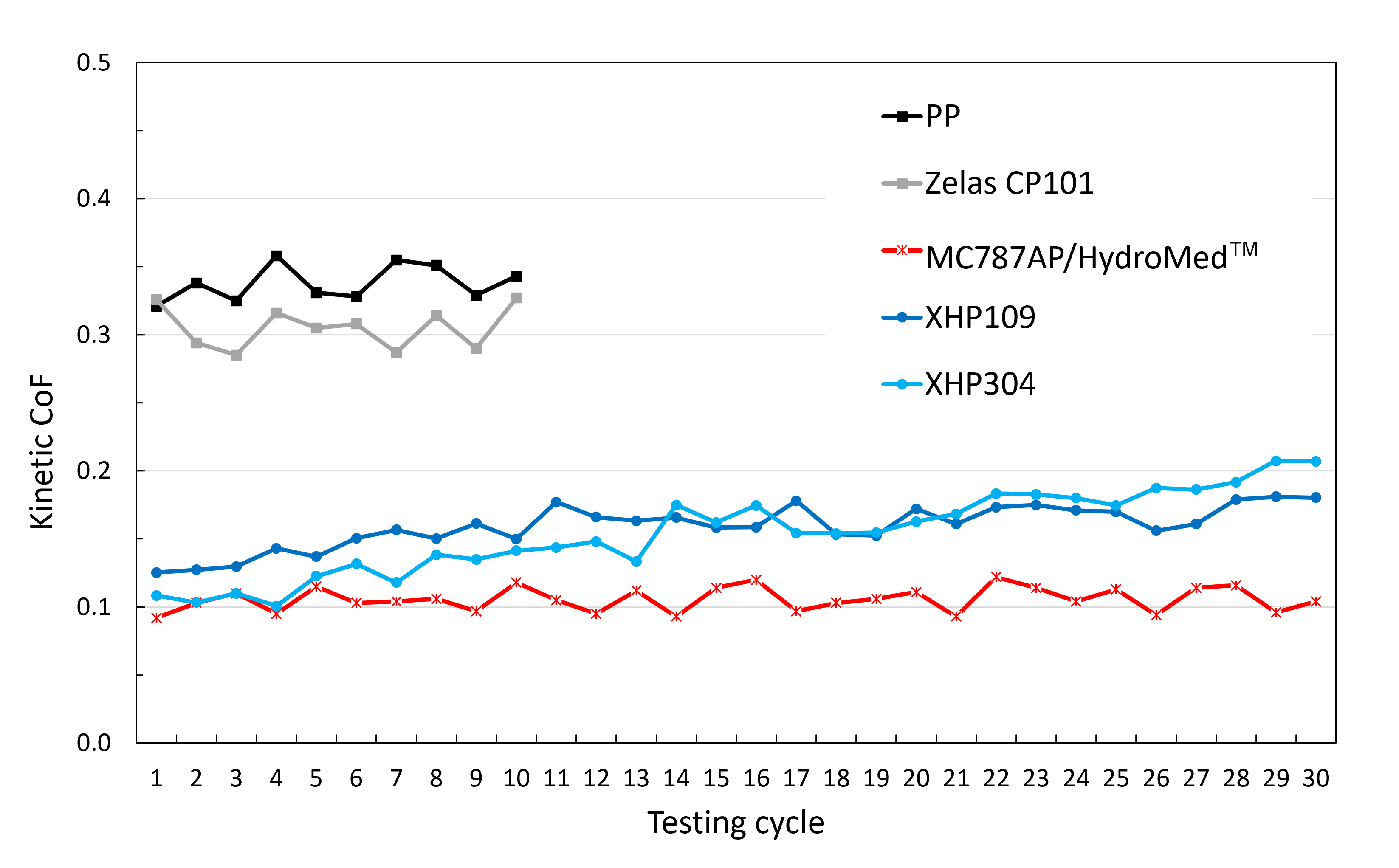
- XHP109・XHP304 ともに、親水化前のベース樹脂から摺動性 を大幅に低減(初期 COF ≈ 0.11〜0.13)します。
- 繰り返し使用に伴い、水中の摺動抵抗は緩やかに上昇しますが、シングルユース用途であれば十分な潤滑性を維持できます。
✅ 向いている用途:血液採取デバイス、マイクロ流路チップ、キャピラリーチューブ等
手法B: 高耐久コーティング
MC787AP・MC721AP(ベース樹脂) + HydroMed™(親水コーティング)
この手法は、PP基材のコーティング密着性を根本から改善するアプローチです。
MC787AP、およびMC721APは極性基を導入したPPです。この極性官能基がコーティング材との界面親和性を高め、プラズマ・コロナ前処理やプライマー処理がなくても親水性コーティング材(HydroMed™)が良好に密着し、摺動性を発現することが確認されています。
HydroMed™ D640 は、すでにポリマー化が完結した非反応型の親水性ポリウレタンです。エタノール(または水/エタノール混合溶媒)に溶かしてディップコーティングするだけで成膜でき、UV照射・熱硬化が不要です。
これらの複合的効果により、
- 内腔・複雑形状へのコーティングが可能(光照射が不要なため)
- プラズマ前処理工程が不要(製造工程の削減)
- プライマーの塗布処理が不要(製造工程の削減)
- 水中の摺動性テスト、30サイクル以上の繰り返し使用でも COF ≈ 0.10 を維持(最高耐久性、MC787APとHydrMed開発品との組み合わせ)
✅ 向いている用途:カテーテル内面、ガイドワイヤーライナー内壁、インジェクター やシリンダー内面(摺動面)、繰り返し使用デバイスの摺動部
用途・要件別の選択ガイド
素材構成 | 従来手法 PP/Plasma/Primer/Coating(HydorMed™) | 手法A: Zelas™ XHP109/304(親水樹脂) | 手法B: MC787AP or MC721AP/Coating(HydorMed™) |
|---|---|---|---|
製造工程のシンプルさ | × 4Step 複数工程 | ◎ 1 Step 成形のみ | △ 2 Step コーティング工程が必要 |
接触角 | N/A | 15° | N/A |
初期潤滑性 | ◎(COF ≈ 0.09〜0.10) | ○(COF ≈ 0.11〜0.13) | ◎(COF ≈ 0.09〜0.10) |
繰り返し耐久性 | 〇(10サイクル安定) | △(COF 上昇傾向あり) | ◎(30サイクル安定) |
内面コーティング適性 | ◎(非反応型で内面対応可) | コーティングの必要なし | ◎(非反応型で内面対応可) |
プラズマ前処理 | 必要 | 不要 | 不要 |
主な用途 | 全般的に使用されている | シングルユース | 繰り返し使用・高耐久用途 |
おわりに
ポリオレフィンの親水化は、「プロセスで後から改質する」か「材料自体を変える」か
という2つの大きな設計思想に分かれます。
プラズマやコーティングは既存材料への適用が容易な反面、疎水性回復や複雑形状への適用限界という課題があります。
これに対し、材料改質によるアプローチ——Zelas™ 親水グレードやZelas™極性基導入PP——は工程を削減しながら安定した親水性を実現できる可能性を持っています。
三菱ケミカルでは、上記2つの開発材を用いた評価支援・サンプル提供を承っています。
「オレフィン素材の摺動性を改善したい」
「コーティング工程を省略したい」
「シングルユースデバイスの表面設計を見直したい」
「工業用途へ展開できないの?」 ⇒極性基導入オレフィンについてはご提案可能です。親水コーティングは医療用途限定です。
といったご要望は、ぜひお気軽にお問い合わせください。
引用文献
- 原茂太, 田中敏宏. 「6章 表面張力・界面張力・接触角」. 『高温物性の手作り実験室 : 融かして測る : 雑学満載の測定指南』, アグネ技術センター, 2011.
- 大日方陽一, 永谷聡. 各種基材の表面改質と親水性評価. 長野県工業技術総合センター研究報告, 17, 97–100, 2022.
- Kricheldorf HR, et al. Modification of polyolefin surfaces by plasma-induced grafting. J Appl Polym Sci. 1996;59(10):1651–1657
- E. Occhiello, M. Morra, G. Morini, F. Garbassi, and P. Humphrey,J. Appl. Polym. Sci.,42, 551 (1991).
- Truica-Marasescu, F., Jedrzejowski, P. and Wertheimer, M.R. (2004), Hydrophobic Recovery of Vacuum Ultraviolet Irradiated Polyolefin Surfaces. Plasma Processes Polym., 1: 153-163.
備考: 極性基含有PP系エラストマーの提供グレードについて
日本のお客様にはMC721AP、日本以外のお客様にはMC787APをご紹介しています。